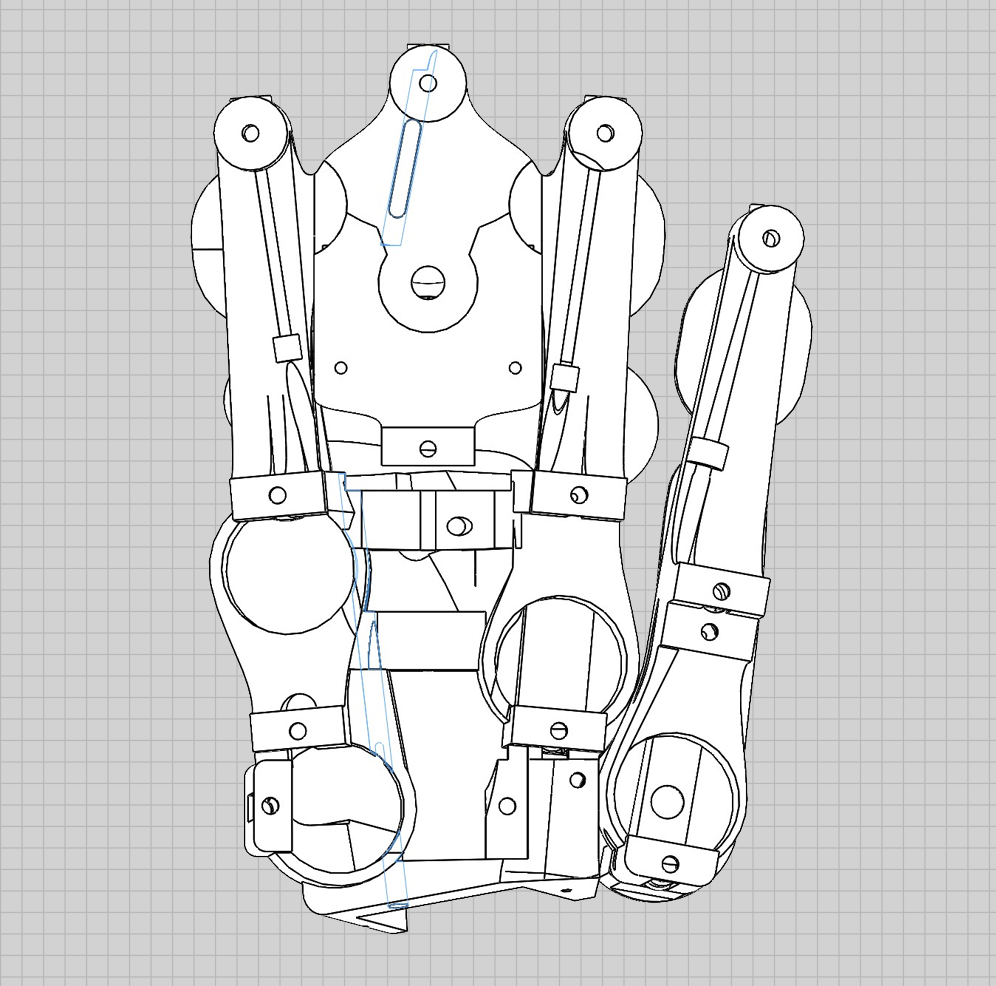
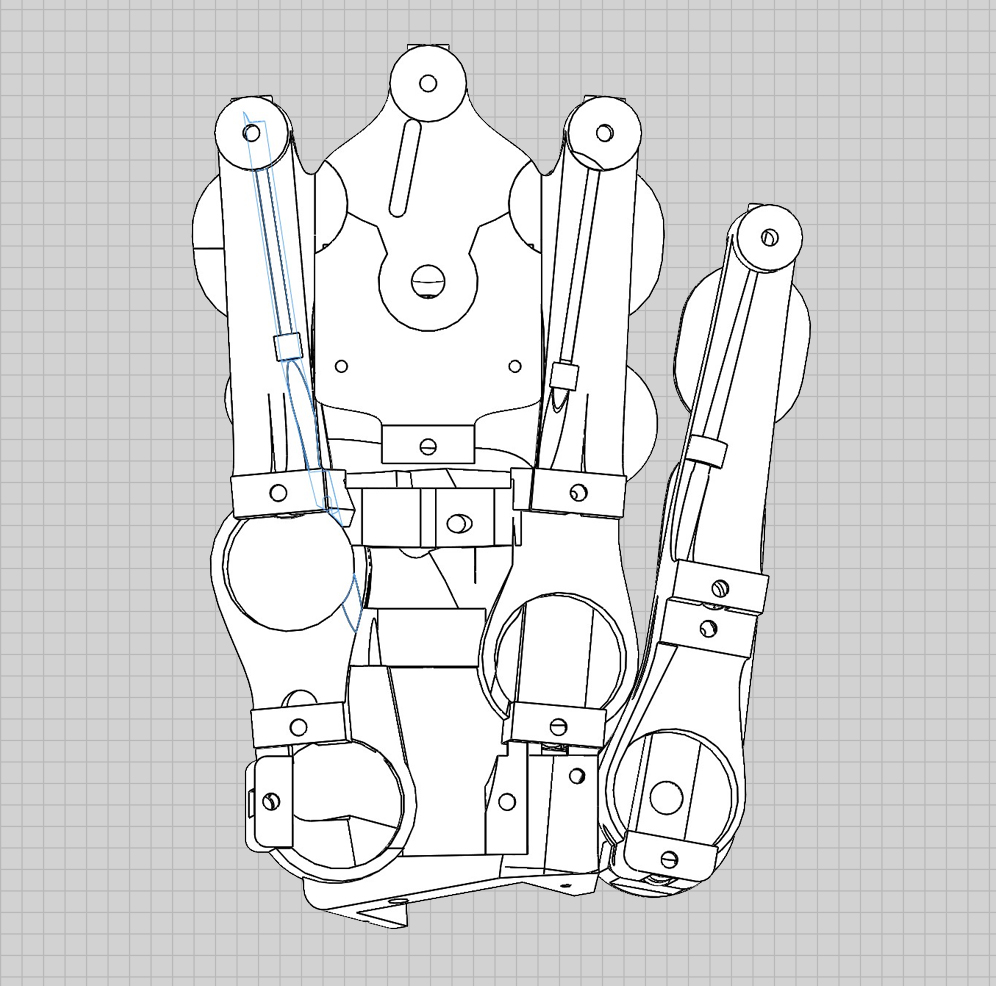
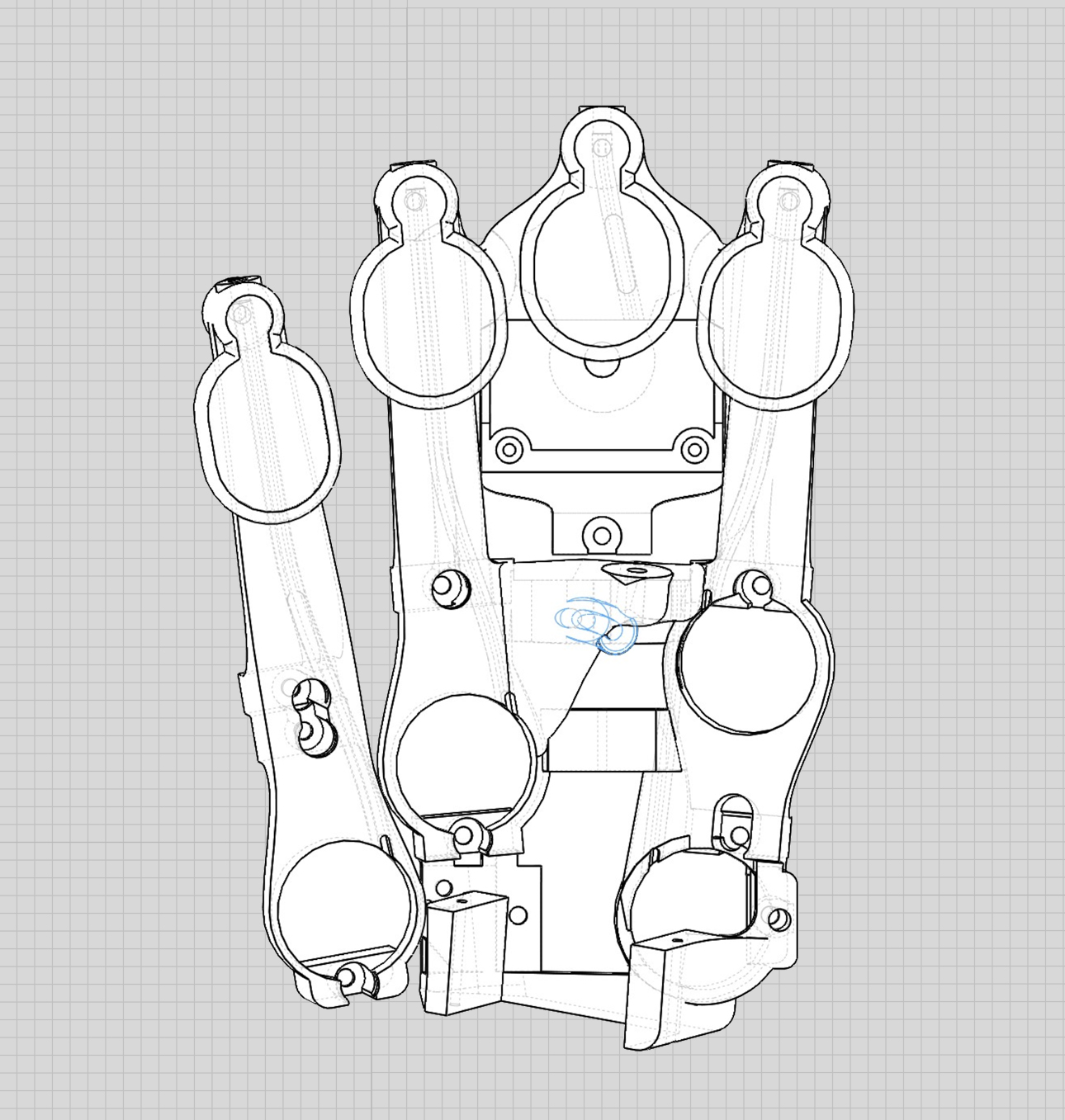
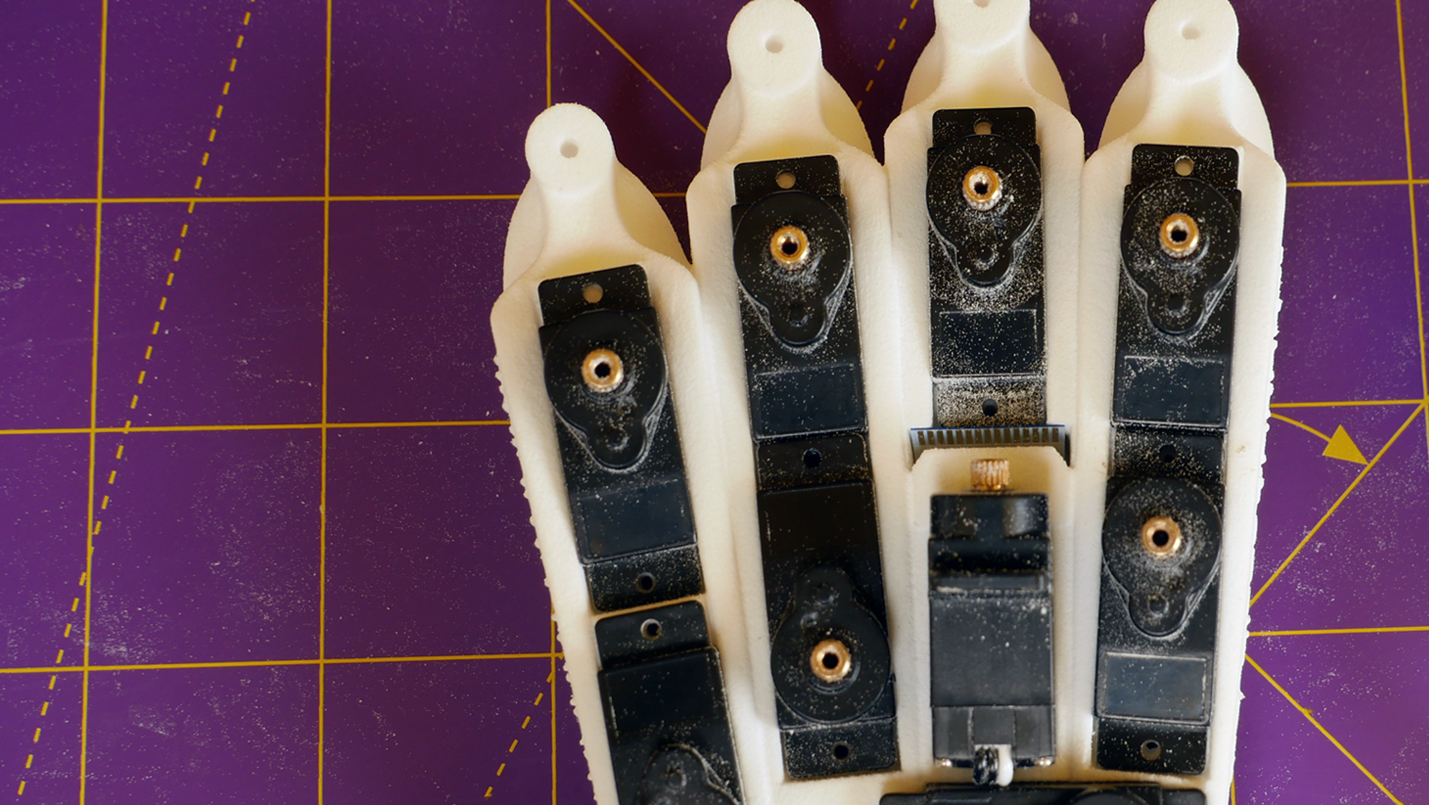
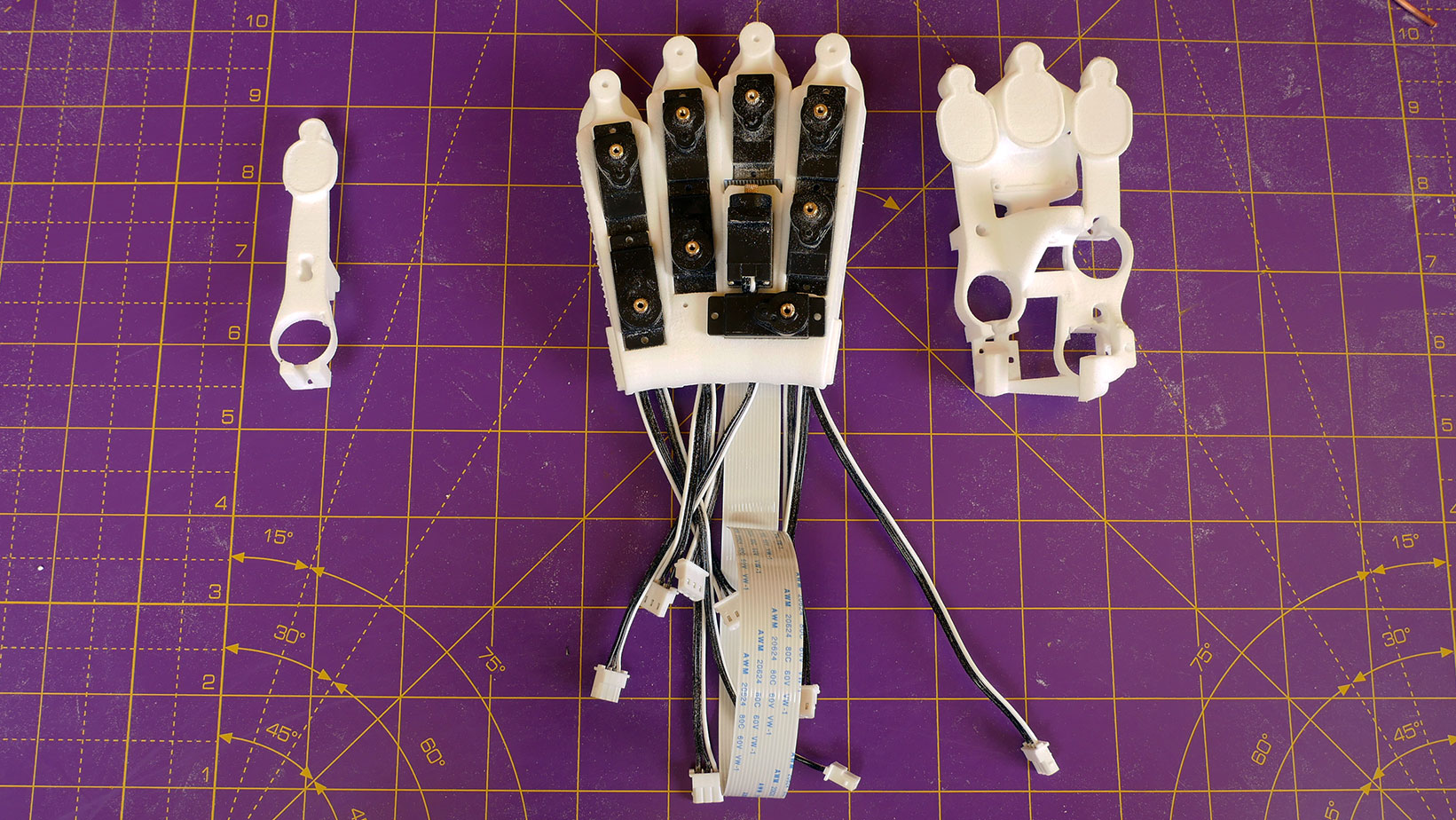
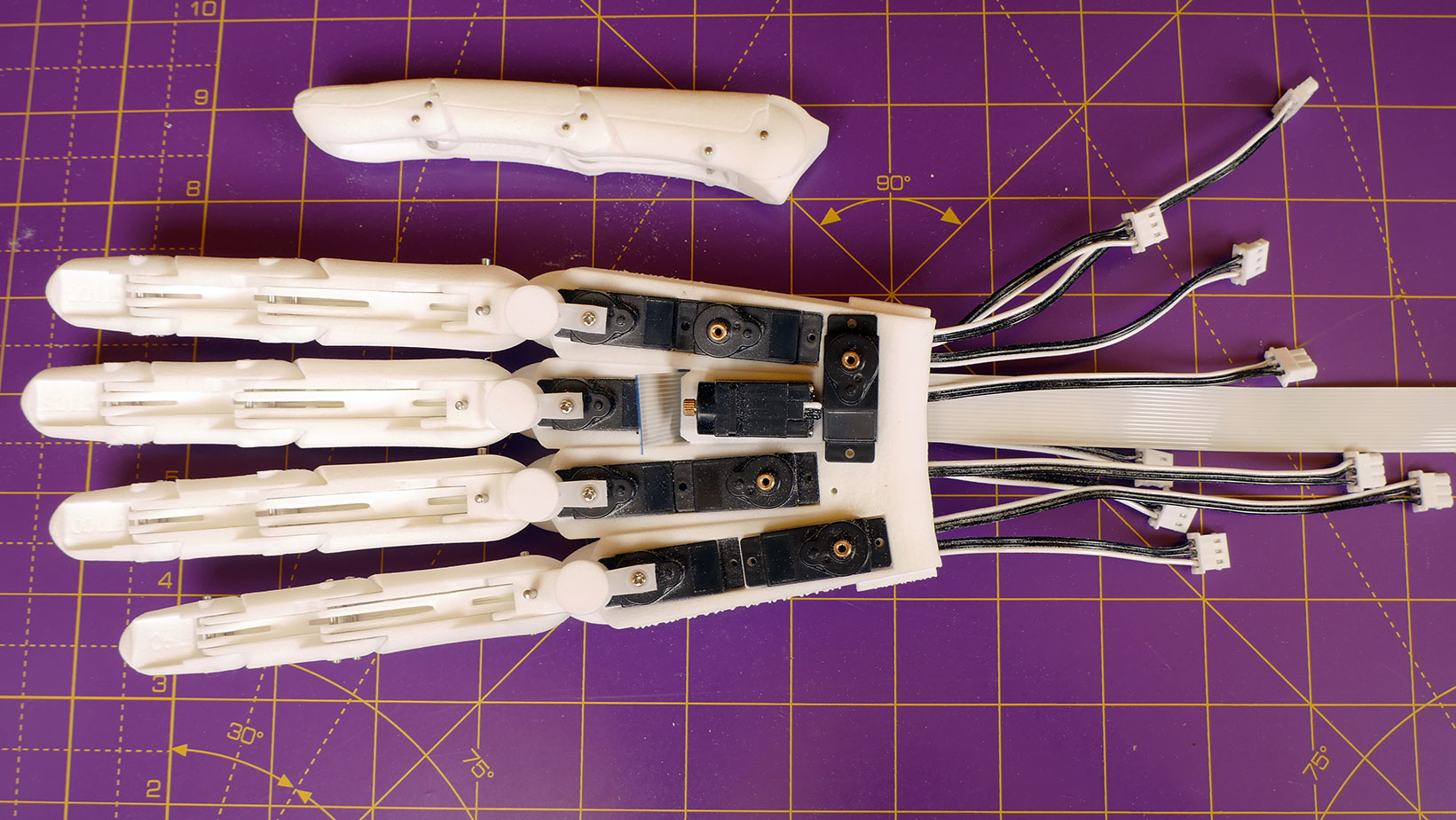
The hand is made from 3D printed parts which are held together with ground steel pins and moved by small servo motors under the control of the embedded Jetson nano. A complete list of parts is given on the home page and as a pdf here: (Click here)
To make life easier Silicon Highway sells a competitively priced kit of all the required parts and servos here: (Click here)
The easiest way to get the prints is to order them online at i.materialise.com: (Click here)
Parts ordered this way are produced by Selective Laser Sintering (SLS). This gives an excellent finish, available in a wide range of colours. All the parts are printed in an attractive box that transforms into the supporting base for the hand.
For those who prefer to print their own, the parts can also be produced on any extrusion type machine in a variety of materials such as PLA, ABS, PETG or CF nylon. A full guide on using an extrusion printer is beyond the scope of these instructions but good results have been obtained with a variety of nozzle sizes and layer thicknesses and with a little experimentation even a novice should have no problems producing the prints!
The stl files are available here: (Click here)
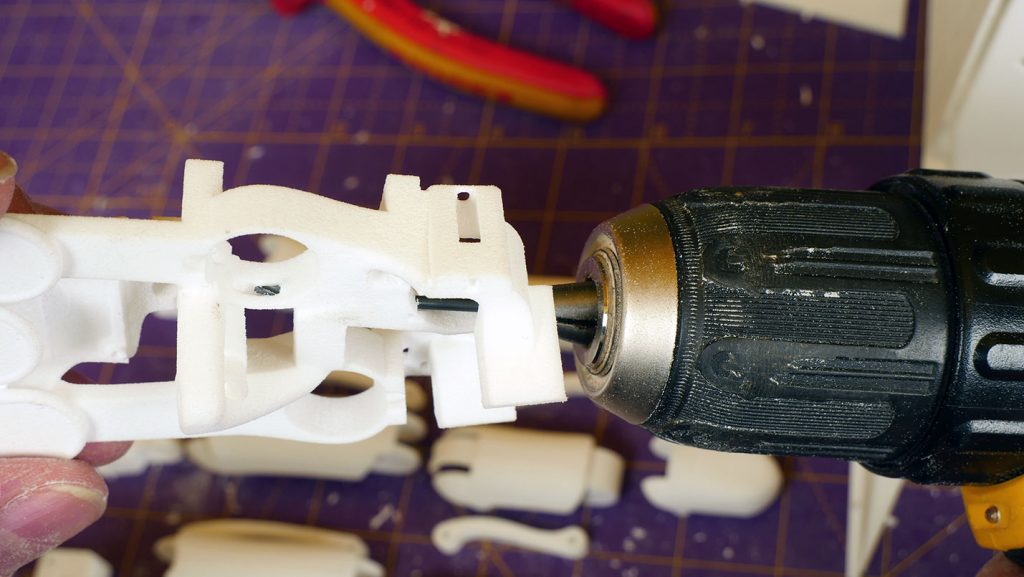
Before the parts can be assembled it is necessary to clean off any support material used in the production process. In the case of SLS prints this is a fine powder, for extrusion prints it is usually the same material as the print itself.
Tools needed for SLS prints:
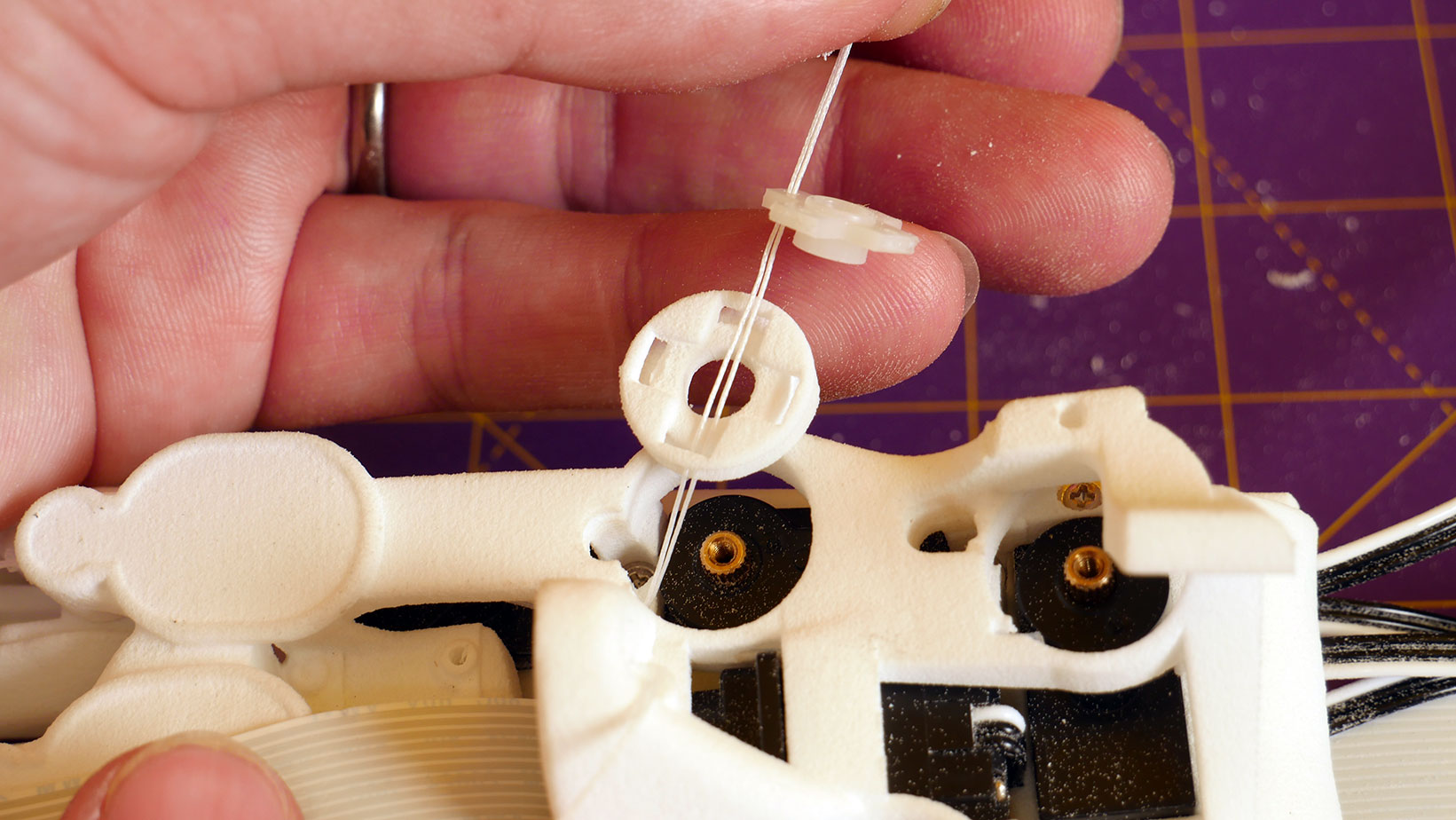
1. Small, stiff brush e.g. toothbrush – additionally a small bottle brush of the type used to clean drinking straws may be useful for cleaning out the tendon tunnels before inserting the ptfe.
2. Small screwdriver or similar thin pokey object e.g. paperclip, bobby needle.
3. Fine engineers file, nail file or fine grit sandpaper (300 grit or finer).
4. 2mm drill bit and hand or electric power drill.
Tools needed for FDM prints:
1. Small and medium flat blade screwdrivers.
2. Fine engineers file, nail file or fine grit sandpaper (300 grit or finer).
3. 2mm drill bit and hand or electric power drill.
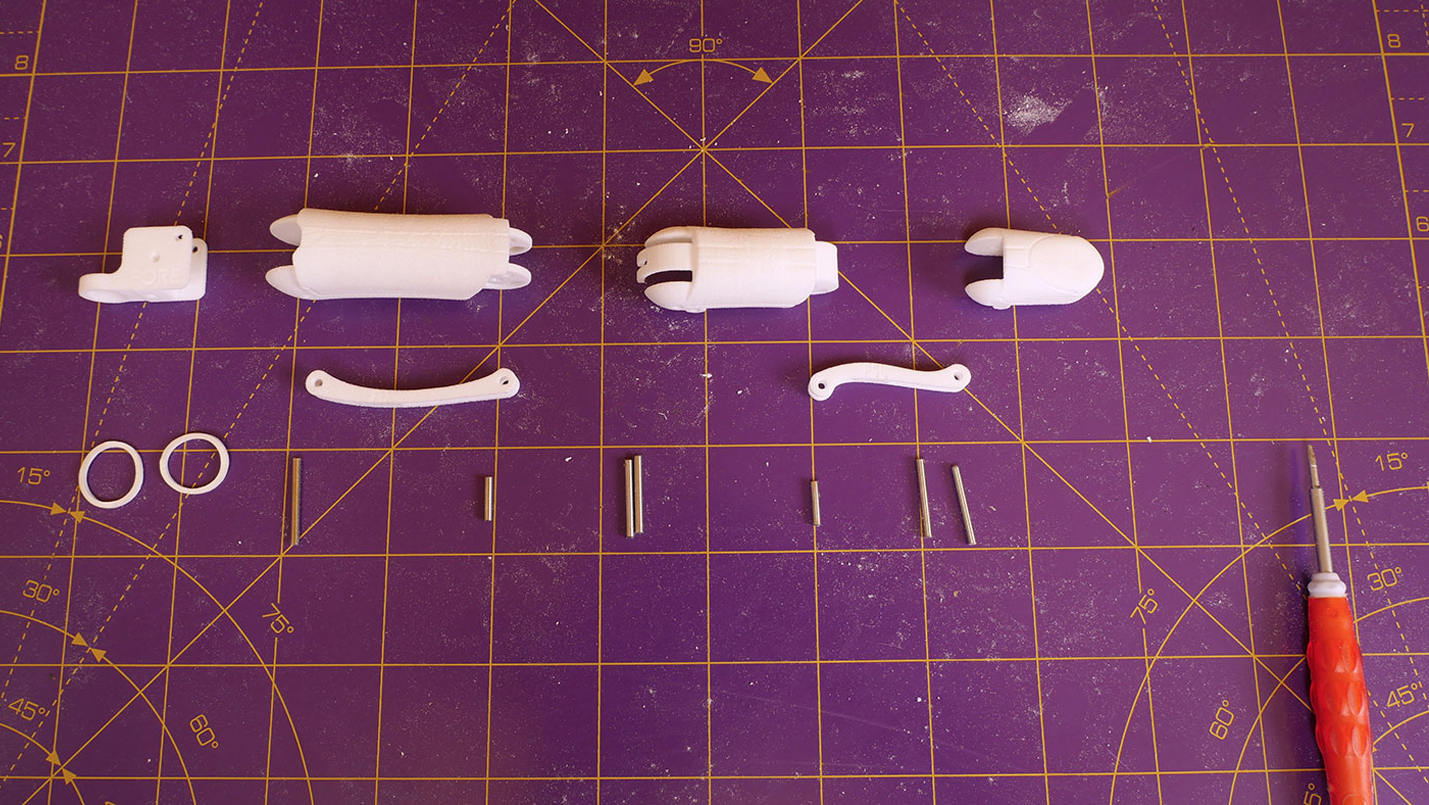
Parts needed:
1. The 3d printed parts.
2. PTFE tubing – 1mm internal diameter (ID) by 2mm outer diameter (OD).